
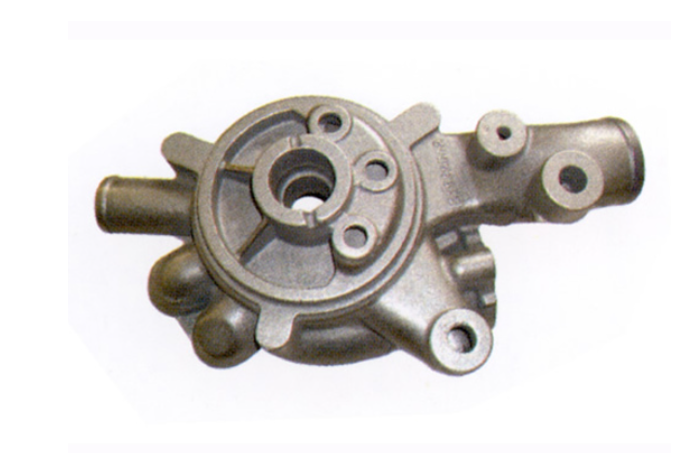
Pagrindinės pilkojo ketaus liejinių liejimo technologijos
Liejyklų pramonėje yra posakis „trys prekės“, reiškiantis gerą išlydytą geležį, gerą liejimo smėlį ir gerą technologiją.
Liejimo technologija kartu su išlydyta geležimi ir liejimo smėliu yra vienas iš trijų pagrindinių liejinių gamybos elementų. Smėlio formose forma gaminama naudojant raštą, leidžiantį išlydytai geležiai tekėti į liejimo formos ertmę.
Procesas,pilkojo ketaus liejiniaiapima tėkmės takų ir metodų tyrimą ir nustatymą.Formos komponentai, skirtipilkojo ketaus liejiniaiapima: Pilimo vartai: čia iš kaušelio į formos įėjimą pilama išlydyta geležis.
Siekiant užtikrinti vienodą išpylimą ir pašalinti išlydyto geležies intarpus, dažnai įrengiamas šlako puodelis. Žemiau šlako puodelio yra išpylimo vartai. Bėgis: nurodo horizontalią sekciją, kurioje išlydyta geležis teka iš pagrindinio bėgelio į formos ertmę.Vidiniai vartai: vieta, kur išlydyta geležis iš bėgelio patenka į formos ertmę. Kaip sakoma liejimo posakyje, „užtvanka“ yra esminė proceso dalis. Vėdinimo angos: Oro išleidimo iš formos ertmės kanalai, kai ji prisipildo išlydyta geležimi.
Paprastai jie nereikalingi, jei liejimo smėlis turi tinkamą pralaidumą. Pakilimai: naudojami pašalinti išlydytoje geležyje esančius intarpus ir formoje esančius nešvarumus. Dėl susitraukimo aušinant pilkojo ketaus liejinius, stovų tūris dažnai nėra pakankamas. Veikdami kaip pašaras, jie vadinami pašarų stovais ir yra gana stori.
Procesas skirtaspilkojo ketaus liejiniaiužtikrina sklandų liejimą ir gerą liejimo kokybę. Pilimo laikas turi būti kuo trumpesnis, o formos ertmė neturi būti turbulencijos. Pagrindiniai taškai yra tokie: (1) Formos viršus ir apačia: apilkojo ketaus liejimasturi būti kuo žemiau apatinėje formos dalyje, nes apatinėse dalyse yra mažiau susitraukimo ertmių ir tankesnė medžiaga.(2) Pilimo būdas: Viršutinė dalis pilama iš viršaus, vidurinė ir apatinė dalis – iš apačios. Iš viršaus pilamos formos dažniausiai sukelia smėlio defektus ir yra naudojamos rečiau.(3) Vidinių užtvarų padėtis: kadangi išlydyta geležis, patekusi į formos ertmę, greitai sukietėja, vidinius vartelius įdėjus į storasienes dalis, geležis nepasiekia plonasienių dalių. Dideliuose liejiniuose, jei vidiniai vartai yra maži, išlydyta geležis teka greitai, todėl šalia vidinių vartų gali atsirasti smėlio defektų. Nustatant jų vietą reikia atsižvelgti į vidinių vartų skaičių ir formą.(4) Vidinių vartų tipai: daugiausia trikampiai ir trapecijos formos vidiniai vartai. Trikampius vidinius vartus pagaminti lengviau, o trapecijos formos vidiniai vartai gali užkirsti kelią šlako patekimui į formą.(5) Tiesiųjų, horizontalių ir vidinių vartų skerspjūvio santykis: jei tiesūs vartai yra a, horizontalūs vartai yra B, o vidiniai vartai yra C, santykis yra a ∶ B ∶ ∶ ∶ C.∶ ∶ ∶ ∶ C. Nors dėl šio santykio yra įvairių nuomonių, samprotaujama, kad išlydyta geležis pirmiausia patenka į 3,6 dydžio įėjimą, teka per 4,0 dydžio didelę bėgelį, o tada patenka į vidinius vartus. Dėl siaurų 2,0 dydžio vidinių vartų srauto greitis laikui bėgant lėtėja, todėl lengvesni inkliuzai gali pakilti ir neleidžia jiems patekti į liejinį per vidinius vartus. Tai yra pagrindinis santykio taškas. Jei prisimenamas šis principas, tikslios detalės nėra svarbios. Tiesiog atminkite, kad vidutinių, didelių ir mažų liejinių išpylimo sistemos konstrukcija turi įtakos fizinėms savybėms ir tarnavimo laikui.pilkojo ketaus liejiniai.
Siųsti užklausą


X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika